

RA5

Barrel Rotation Alarm including one magnet, titanium mounting screw, proximity switch and bracket, probe and mounting bracket for the probe with 316SS fasteners. (everything needed)
$717
EXTRA MAGNETS

Rare earth magnet encapsulated in polypropylene. Each magnet comes with two titanium mounting screws. (M3 x 15mm, self-tapping) Each barrel requires one magnet. Range is 70 mm
$36
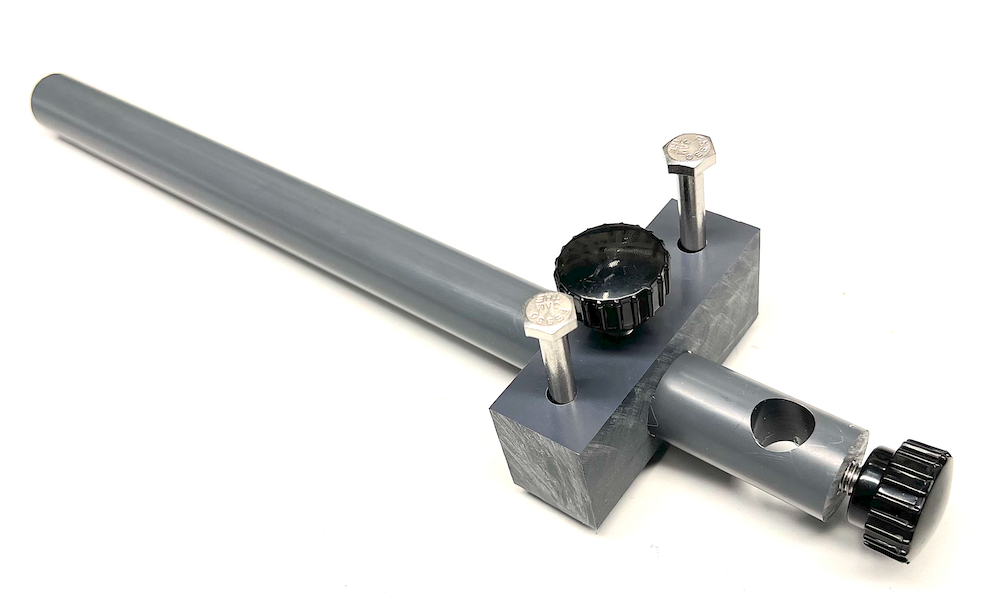
PROXIMITY SENSOR TUBULAR MOUNT
 In some situations, mounting the proximity switch vertically makes sense. This telescoping mounting bracket makes it easy to anchor to the lip of a tank, and then bring the proximity switch up to the correct height. Pre-drilled holes accept ¼-20 screws. Standard height adjustment range 4-8″.
In some situations, mounting the proximity switch vertically makes sense. This telescoping mounting bracket makes it easy to anchor to the lip of a tank, and then bring the proximity switch up to the correct height. Pre-drilled holes accept ¼-20 screws. Standard height adjustment range 4-8″.
[MB–T]