


T-LKP Instructions
Press Release coming
PROBE SENSOR
- Material…………………………………………… polypropylene

- O.D………………………………………………… 22.7 mm [0.89″]
- Length………………………………………………100 mm [4″]
- Maximum operating temperature ……………… 200ºF
- Passive current……………………………………10 µA
- Buzzer volume……………………………………103dB @ 2ft
- Gold pin plating thickness ……………………… 20 µ-inch [0.5 microns]
- Sensing depth (max.) ……………………………12 mm [0.5″]
- Potting compound (surrounding pins……………epoxy Novolac resin
- Cord grip material…………………………………PVDF
- Weight………………………………………………90 g
Model T-LKP (tubular style sensor) datasheet
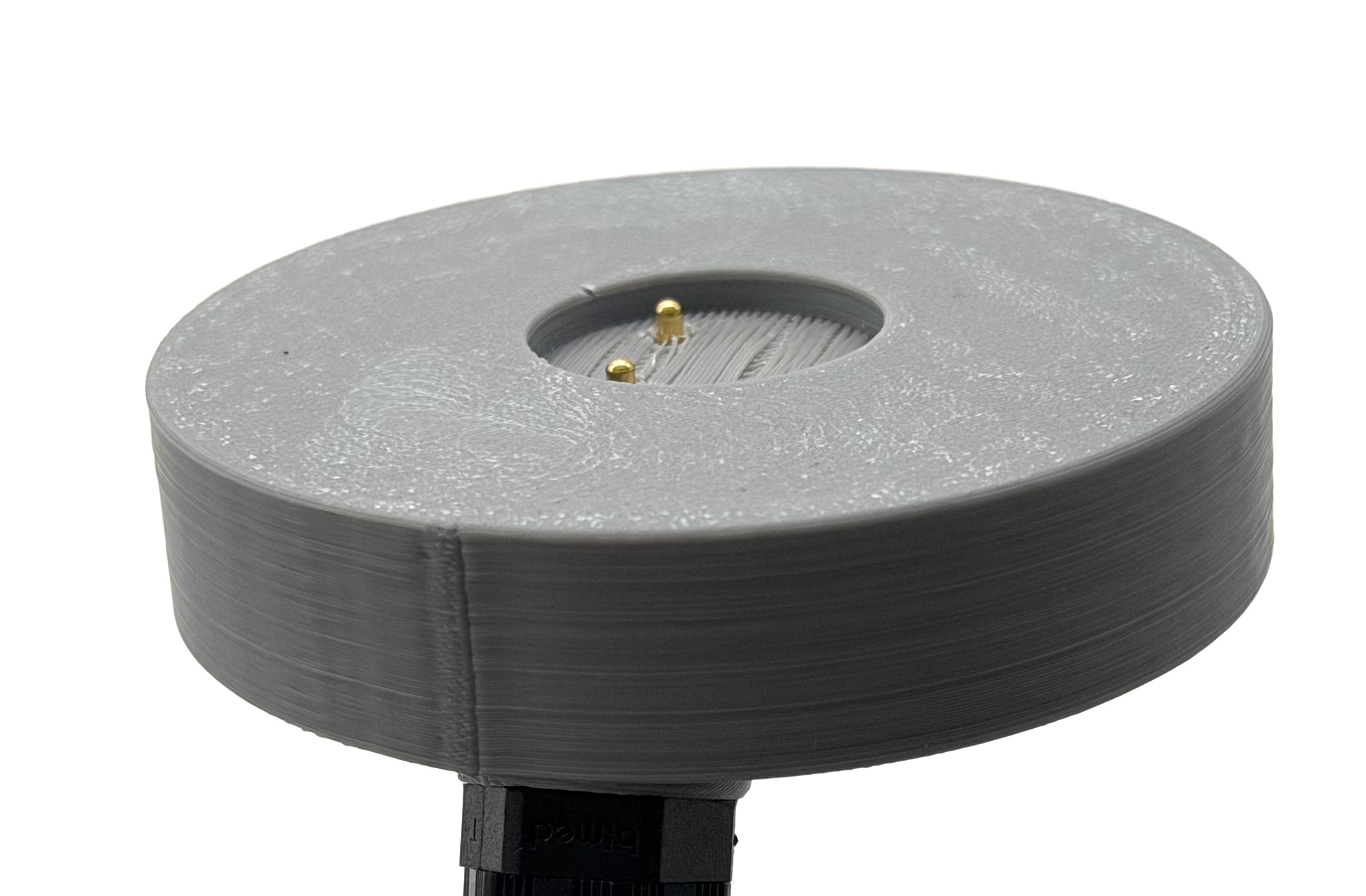
FLAT SENSOR
- Material………………………………………………ABS

- O.D.………………………………………………… 40 mm
- Maximum operating temperature…………………190ºF
- Passive current……………………………………10 µA
- Buzzer volume……………………………………103dB @ 2ft
- Sensing depth (max.) ……………………………12 mm [0.5″]
- Potting compound (surrounding pins……………epoxy Novolac resin
- Gold pin plating thickness ……………………… 20 µ-inch [0.5 microns]
- Cord grip material…………………………………PA (Nylon)
WETTED MATERIALS
TUBULAR STYLE (LKP)
Sensor tube………………………………… Polypropylene
Sealant at sensor end………………………epoxy Novolac resin
Cable…………………………………………3 conductor/24AWG, PVC insulation
Sensing pins…………………………………gold plate
FLAT STYLE (LK)
Sensor housing………………………………ABS
Sensing pins…………………………………gold plate
SENSOR ONLY
TUBULAR TYPE……………LKP
FLAT STYLE…………………LK
LEAK DETECTION ALARM

Panel mount box and ultra low level detection.
$283
[AB1-LK]
LEAK DETECTION ALARM

Small diameter sensor fits through ¾” fittings. Includes 1″ NPT reducing bushing.
120VAC
$352
[T-LKP]
Wireless
On premises wireless communication includes a transmitter inside the level alarm. It sends a wireless signal to a receiver. 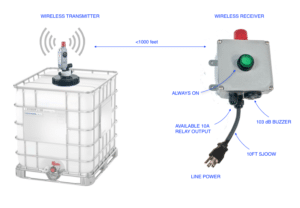 Buzzer is in the receiver instead of at the tank.
Buzzer is in the receiver instead of at the tank.
more info
[W2] $315
WIFI communication.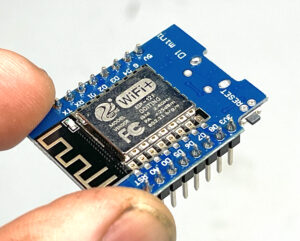
Sends a message to your email or text message to your phone. Easy setup. No recurring fees. More info.
[WF-1] $185