THE PROBLEM

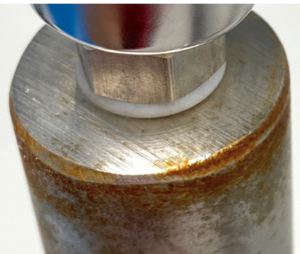
We were noticing some corrosion on some installed tank level alarms in the field and ran experiments to try to solve the problem. These tank alarms were in outdoor service and corroded in about one month. As can be seen in the image to the right, there was corrosion concentrated around the weld tab part of the tank alarms. This is seemingly easy problem and solution but the results were confounded by the fact that there was also corrosion on the bottom of the pipe end near the float. So was it a float switch made from wrong material? Or too high a welding heat that changed the metallurgy? Or was it the customer’s grounding wire leaving corrosion products? Or were the conditions actually corroding the 316 stainless pipe itself? Or was the pipe in fact 316 stainless? The list of suspicions was very long. The only way to find out was to test.
TEST SETUP


We needed a corrosion chamber. If you haven’t priced salt spray chambers lately you’ll be in for a shock. We didn’t want to spend thousands for a one-time test so we got creative and came up with a DIY solution. What we needed was a chamber that would contain the pipe, product a mist, and contain the mist, at a controlled temperature. A glass baking dish on a hot plate did nicely as a chamber, and a Halloween mister produced the fog needed. Total cost of parts was $25. The ASTM test procedure calls for a 5% salt solution being held at 45ºC. Our hotplate would only go as low as 50ºC but that was close enough to get the results we needed. video detailing the test setup.
TESTS CONDUCTED
Six test pipes were welded under various welding conditions from our standard conditions, different welding machines, different amperage settings, and even different people doing the welding, in order to ascertain if the welding conditions were a factor at all. The 72-hour results of these weld-test specimens were all very similar, with the corrosion corresponding to the heat-affected-zone (HAZ) Based on this we discounted the welding as a significant contributing factor.
So where was the corrosion coming from? Evidently it wasn’t from the float switch as the above image shows. “No Corrosion on Float”. So if it wasn’t the welding, or the float switch then maybe it was the finishing operation? A second round of tests was conducted using different finishing media: 302 stainless whire wheel, Scotch-Brite abrasive pads, non-woven media wheel, sandpaper. The 96-hour results of this round of tests showed that the wire wheel was introducing considerable corrosion – basically smearing it allover the surface of the pipes wherever it touched.
The results improved dramatically, but still weren’t perfect.
So the mystery was that the un-welded, and therefore unfinished pipes did not corrode. And the float switches didn’t seem to produce any corrosion. (see above image “No corrosion on Float”. Something in our process was causing the corrosion. Surely the small weld tab couldn’t be responsible for all the corrosion we were seeing? So in order to eliminate all variables, we decided to replace the 18-8 stainless grounding lug with a 316 stainless version.
The results of this test are shown in image “316 Stainless Lug”. There is almost no corrosion.

CONCLUSIONS
So the conclusion is that the 304 stainless residue being abraded from the weld tab (in addition to possible other in-house finishing for non-stainless steels) was contaminating the finishing equipment and depositing on to all surfaces finished with that media. In hind sight, one can see in the top photo that the corrosion is only around the zones that were finished with the abrasive wheel. Same thing at the bottom of the pipes.
And so we consider the problem now solved.